

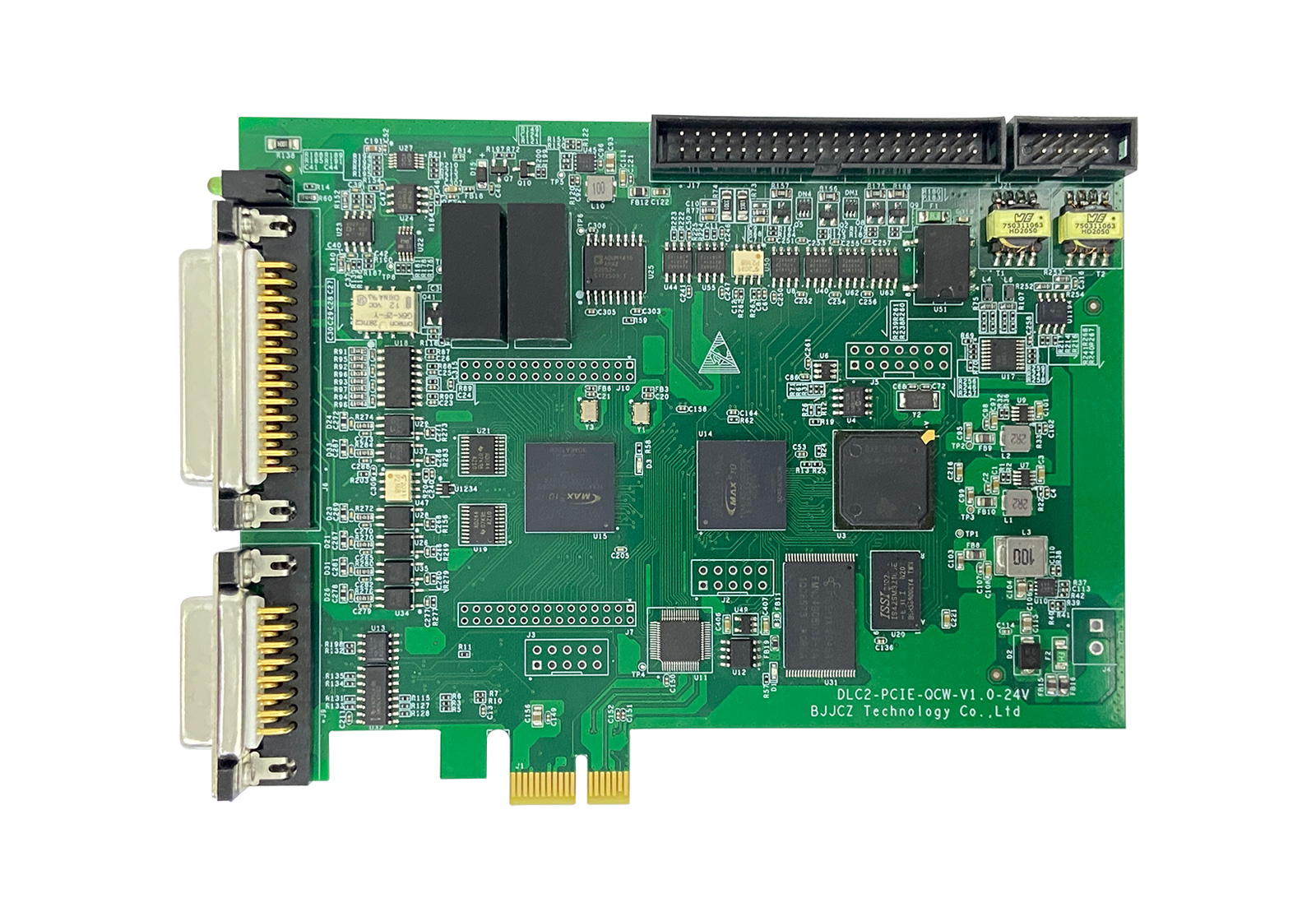
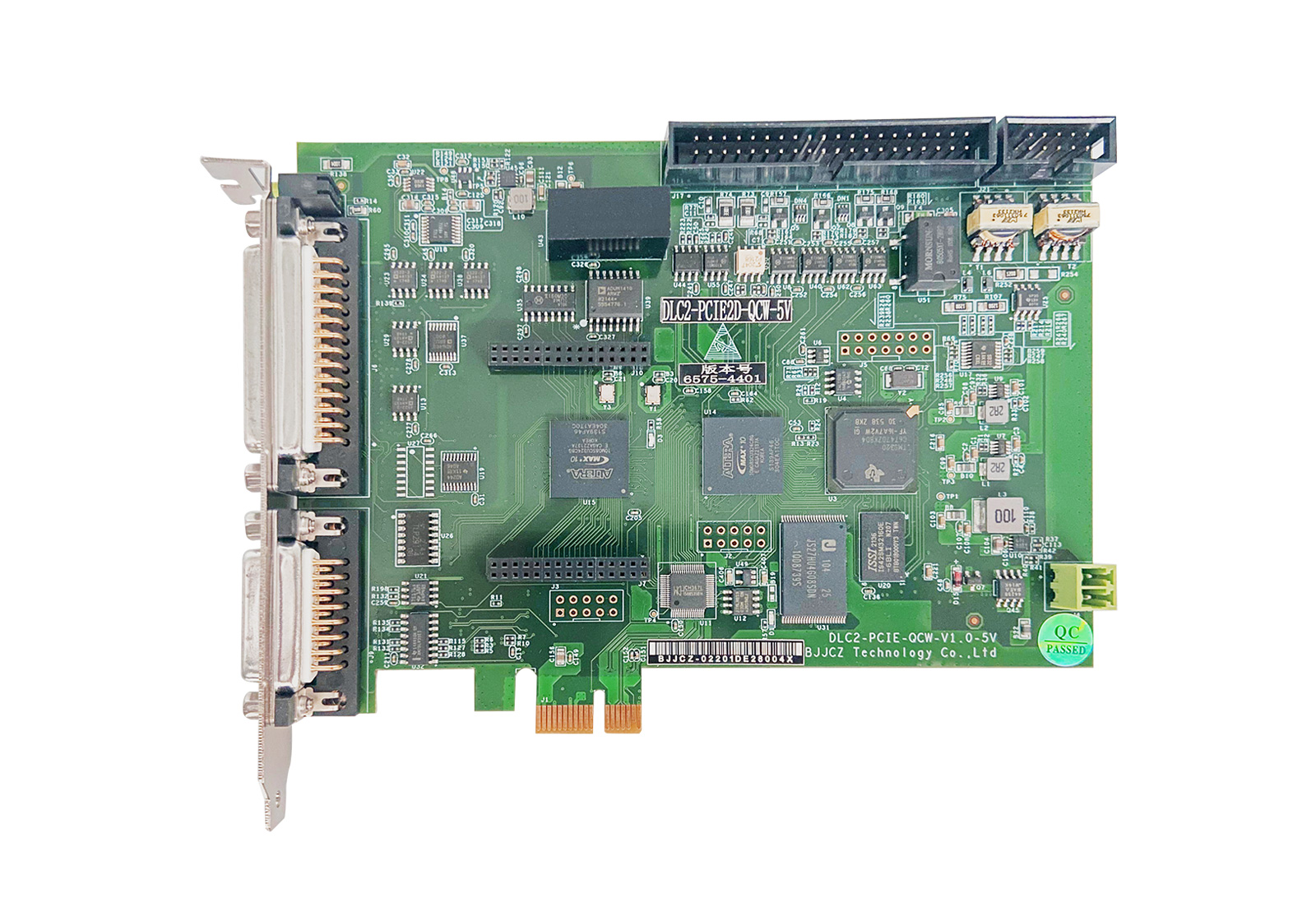
LaserWeldingStudio软件+DLC2PCIE-QCW-5V/24V
振镜焊接系统通过图形化、流程化的方式呈现加工任务,操作简单、稳定可靠、易被集成。
所属分类
振镜焊接系统
关键词:
EZCAD3
服务热线:
400-900-8118
咨询邮箱:
market@bjjcz.com
LaserWeldingStudio软件+DLC2PCIE-QCW-5V/24V
产品描述
典型应用
软件
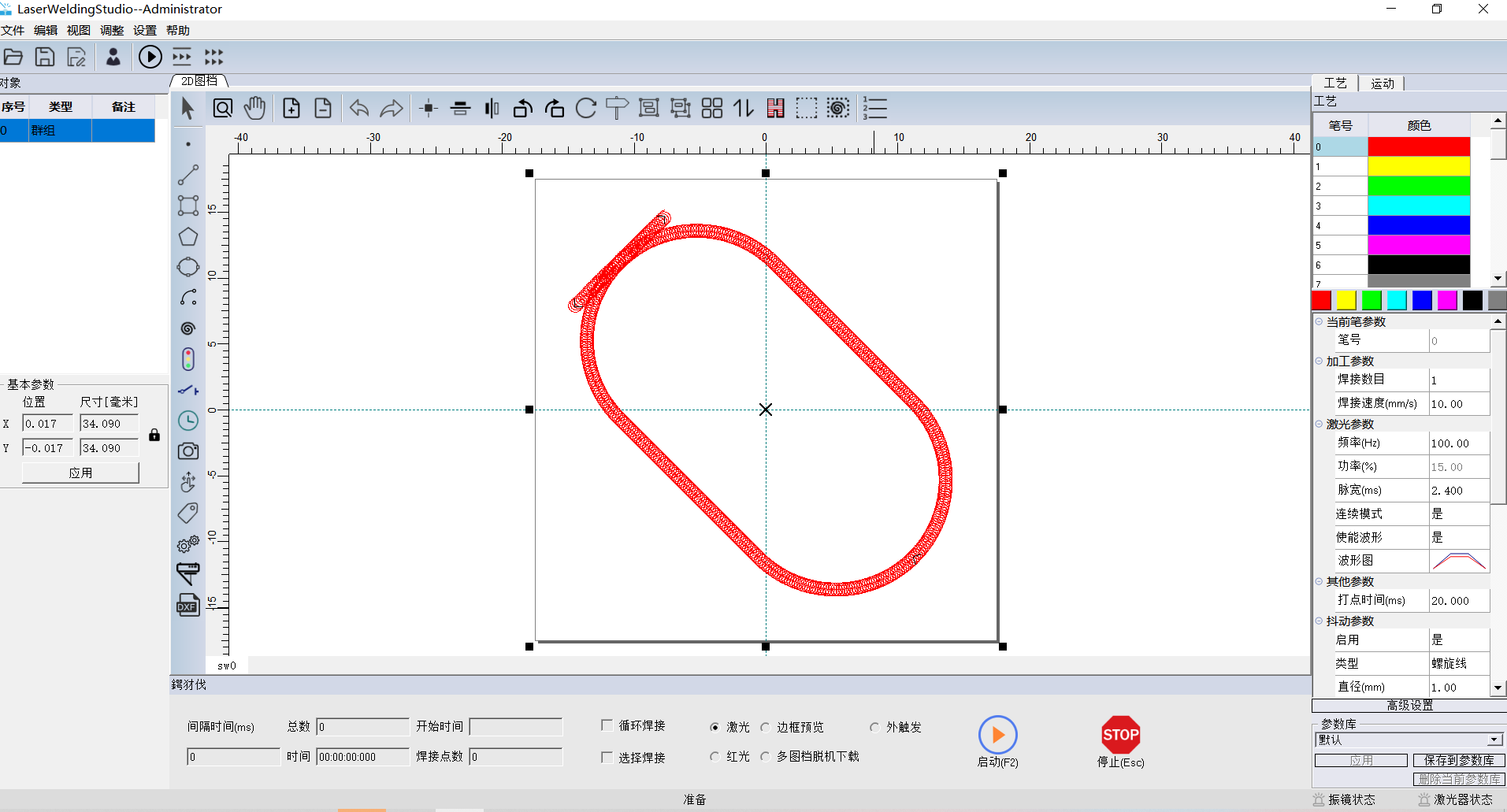
LaserWeldingStudio软件
系统架构
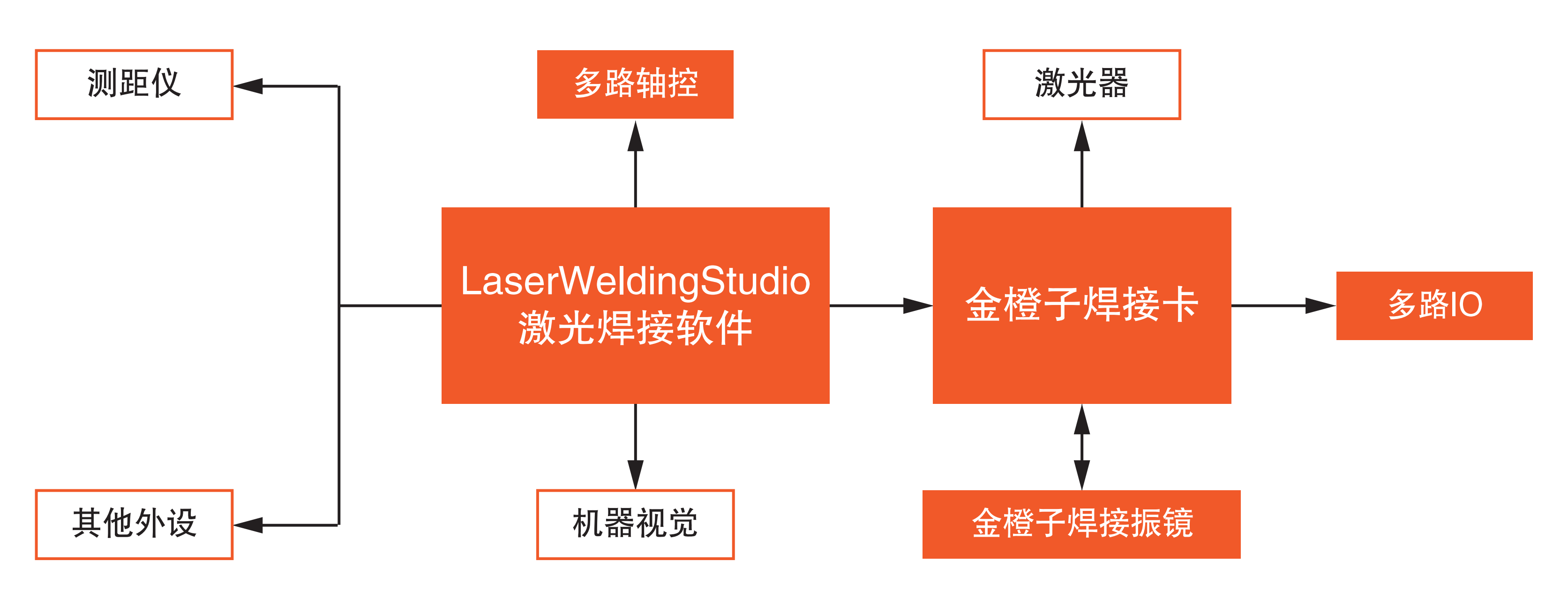
系统优势
安全优势——丰富的安全机制

- 用户权限分级
- 登录权限超时自动降级
- 支持SL2协议
- 状态监测
- 修改工艺参数确认
- 报警状态禁止焊接
- 心跳监测
- 图档锁定
- 压料时轴不可移动
- 最大速度检测
- 加工数据记录
- 硬件看门狗
安全优势——激光功率反馈监控
激光功率监测系统可以通过功率检测模块实时监测激光功率,输出功率曲线图并保存功率数据,同时可以设置误差报警上下限,通过对激光功率进行持续监测,可以及时发现激光输出功率的波动、异常或衰减情况,从而帮助用户进行设备状态的实时判定与管理。
 |
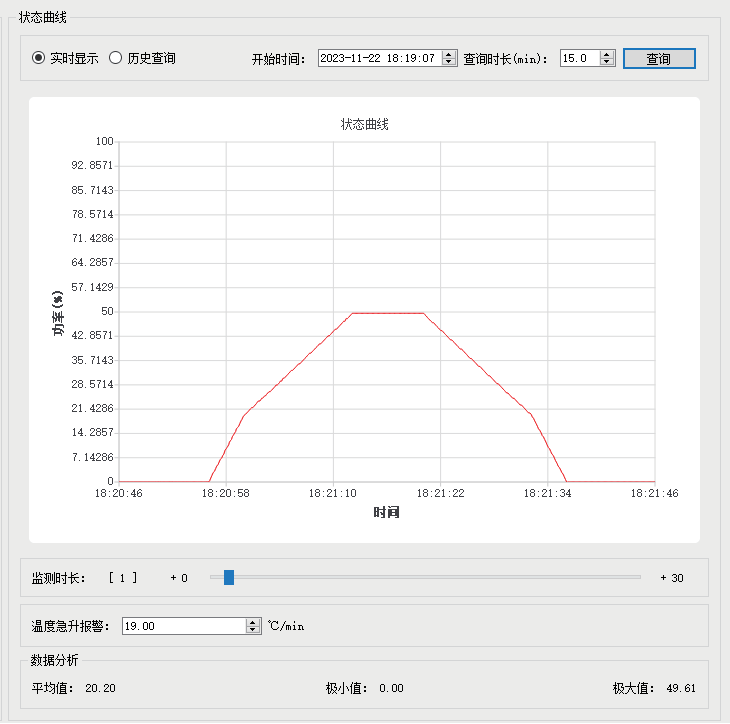 |
| 设置界面 | 监控界面 |
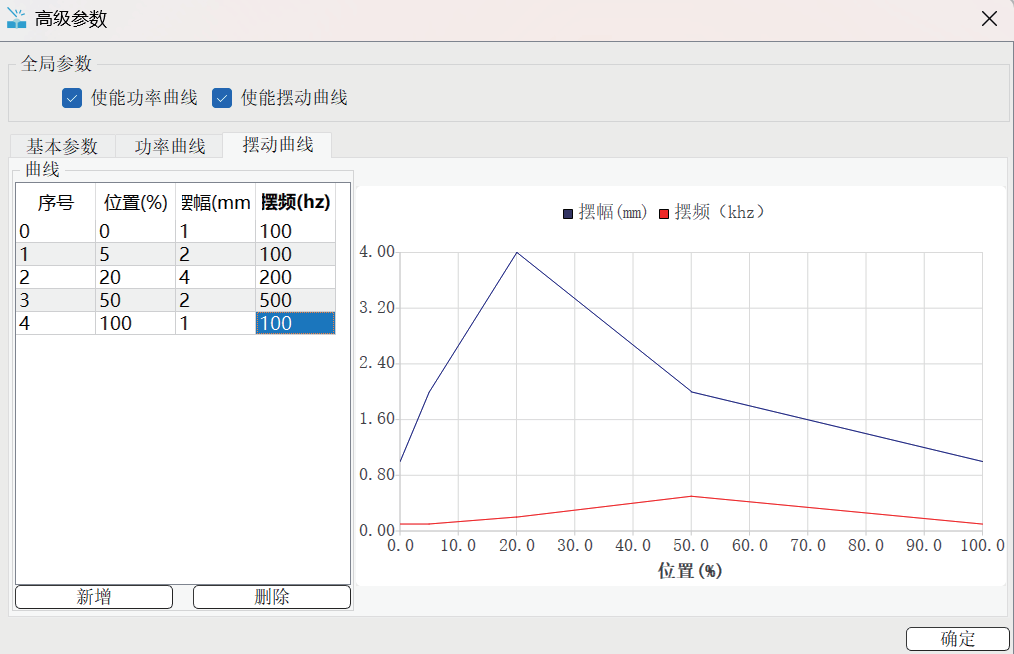
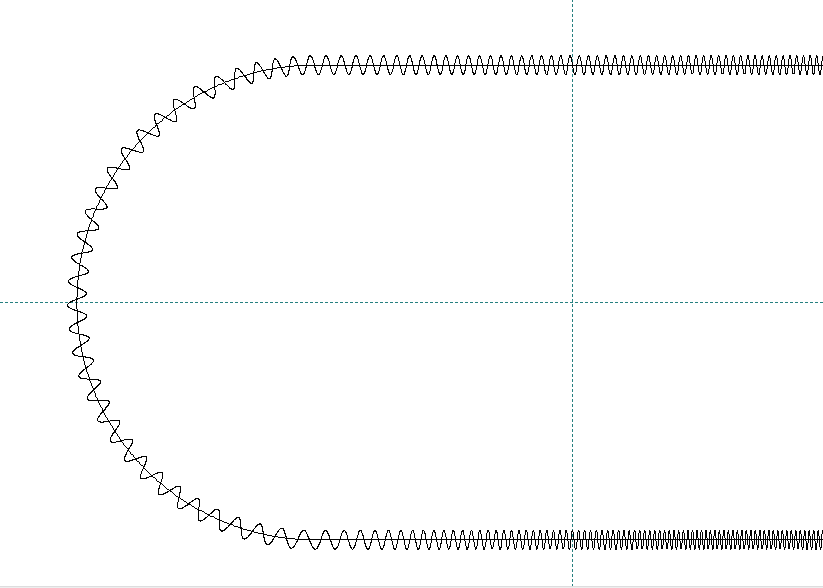
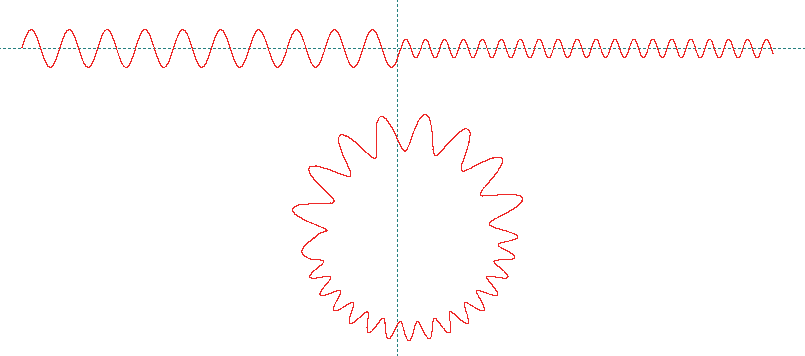
工艺优势——摆动幅值、频率调节
摆动幅度、摆动频率分段调节,丰富工艺调节手段,提高焊接质量
 |
 |
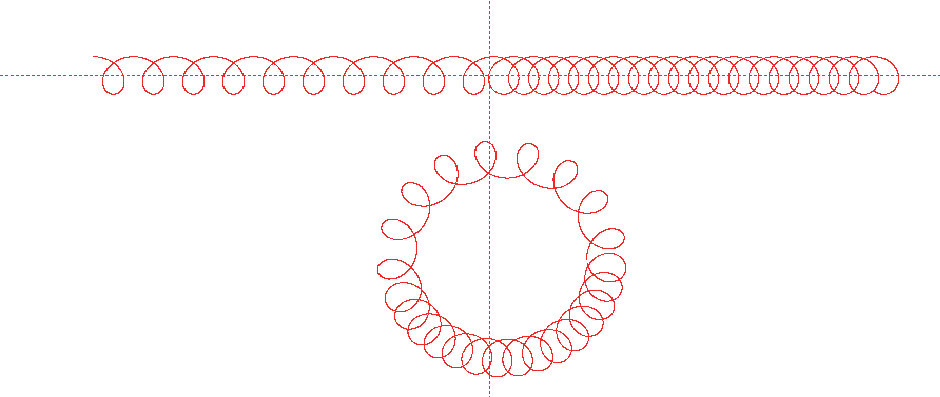 |
| 摆动频率随位置变化 | ||
 |
||
| 分段参数设置界面 | 转角改变摆频效果 | 摆动频率幅值随位置变化 |
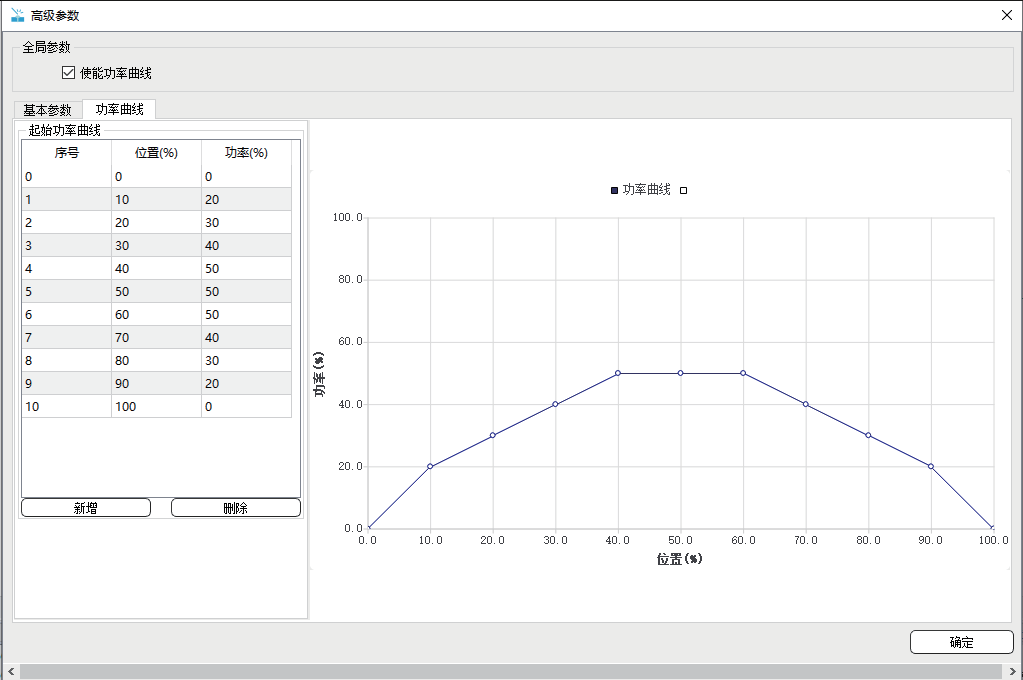
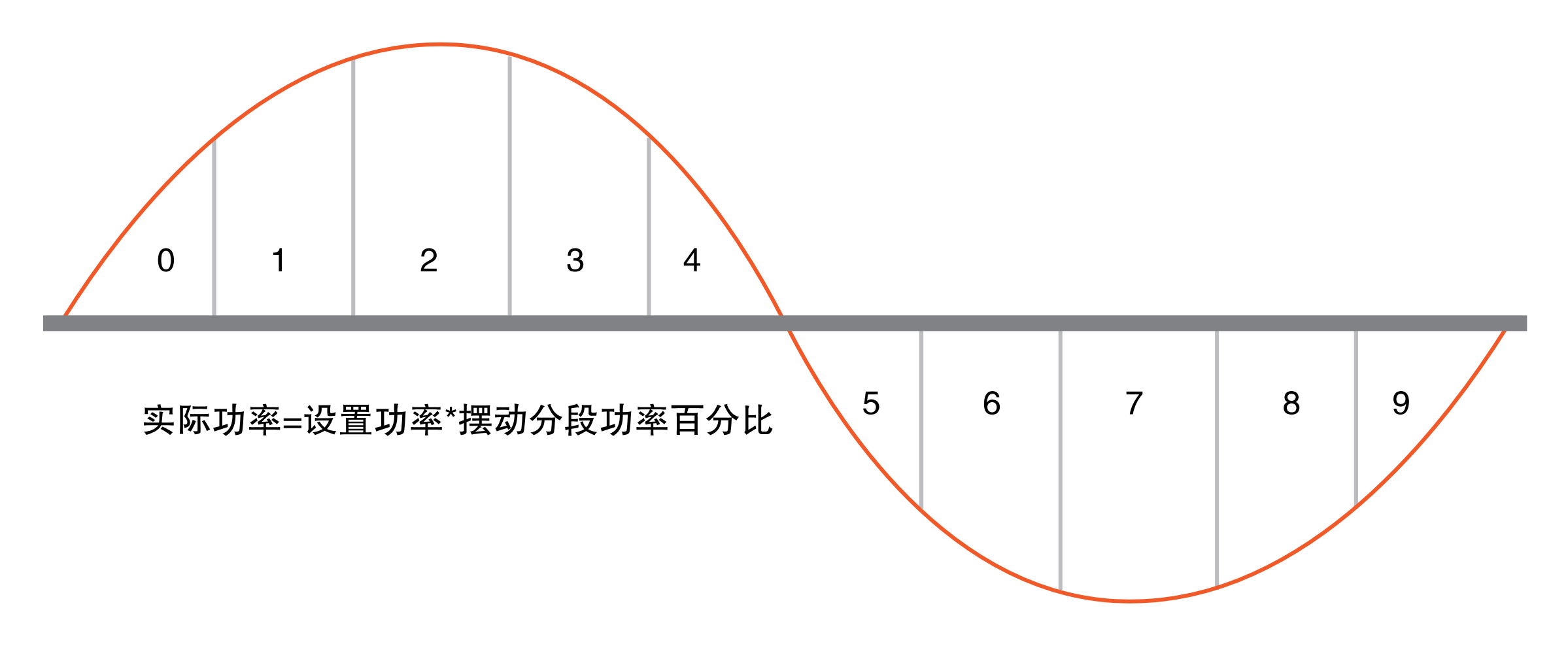
工艺优势——摆动周期内分段调节
振镜焊接过程中,在位置功率曲线的基础上,可以在每个摆动周期内分段调整功率,实际输出功率为功率设定值与摆动分段功率百分比的叠加,实现根据焊接位置的变化来控制热输入,避免边缘过烧的问题。
 |
 |
|
未开启摆动分段功率设置功能,全部位置功率一致,波峰波谷处能量堆积,热影响区域大 |
开启摆动分段功率设置功能,将波峰波谷设置功率百分比20%,整体能量均匀 |
系统功能
| 图形处理 |
支持点、线、圆弧、螺旋线、矩形、任意曲线绘制和dxf导入 |
| 示教 |
支持鼠标移动实现振镜位置偏移,通过同轴视觉确定焊接位置 |
| 多图档 |
通过多种触发方式,实现多图档的组合加工和逻辑控制 |
| 抖动控制 |
支持正弦、螺旋、8字和倒8字,并可调整抖动轨迹的密度和速度 |
| 线性功率变换 |
支持起始和结束的长度和比例设置,实现功率渐进渐出功能 |
| 功率曲线 |
时间功率曲线编辑,满足复杂的工艺场景需求 |
| 双模拟量控制 |
可编辑中心光和环形光的模拟量波形图,实现对双光束激光器控制 |
| IO |
包括输入等待、输出控制,为任务流程控制提供灵活的操作方式 |
| 运动控制 |
最多支持4轴步进或伺服电机驱动控制,实现各种形式的自动化焊接集成 |
| 机器视觉 |
可定制视觉定位辅助系统,满足多变的场景需求 |
| 脱机 |
最多支持8个脱机文件,通过输入引脚触发 |
系统特点
高效率
支持多图档多工位、自动优化多段焊接轨迹的加工顺序、振镜跳转优化。
高质量
频率、占空比和脉宽的实时控制、功率波形的精确输出、双光束模拟量的稳定调节。
高稳定
焊接轨迹的脱机运行、振镜位置的闭环控制。
应用案例
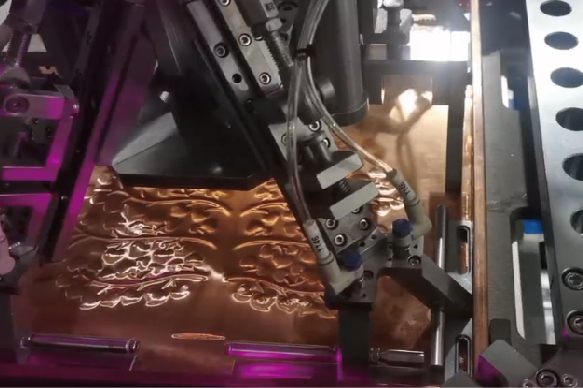
五金商品焊接
某出口铜制工艺品的焊接项目,一台工控机控制多台设备,多台振镜可以同时或分时对焊接点进行多点焊接,提高了焊接效率,我司产品通过优化工艺参数提高焊接质量并降低缺陷,同时这种高效的焊接方法也能够减少焊接变形和残余应力,确保工艺品的外观美观。
 |
 |
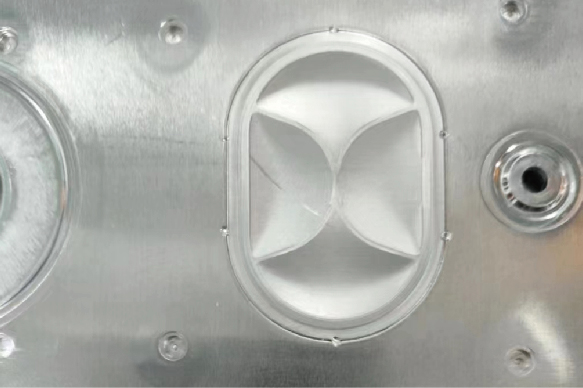
防爆阀预定位焊接
新能源电池防爆阀的预定位,使用QCW激光器,对定位点使用螺旋线点焊,结合视觉定位技术对焊接位置精确定位,从而确保焊接质量和一致性。 同时通过焊接工艺参数优化、焊接设备自动化控制等方面的工作,为客户的生产效率和成本效益带来提升。
 |
 |
汇流排焊接
储能电池模组汇流排焊接项目,电池模组在下方流水线上,振镜和相机装在六自由度机械臂末端。 机械臂把振镜移动到不同的工位,焊接软件通过串口通讯获取前段工序的多组视觉定位结果,对图档进行位置调整,再控制4000W连续激光器出光焊接汇流排。
 |
 |
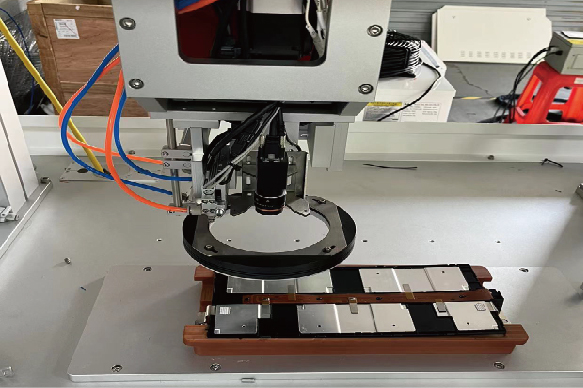
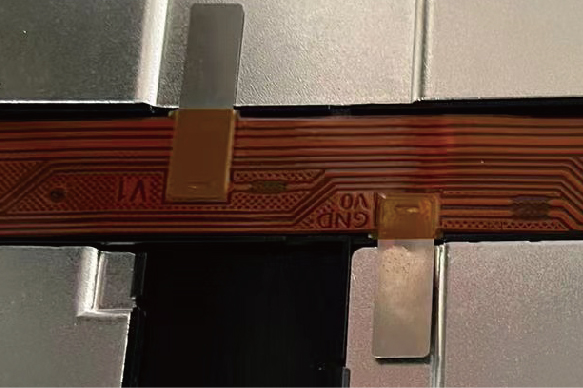
FPC焊接
动力电池模组FPC焊接项目,通过测距仪自动调整焊接高度,控制旁轴相机进行视觉定位,确定焊接点的位置,控制Mopa激光器进行螺旋线点焊。
 |
 |
应用行业
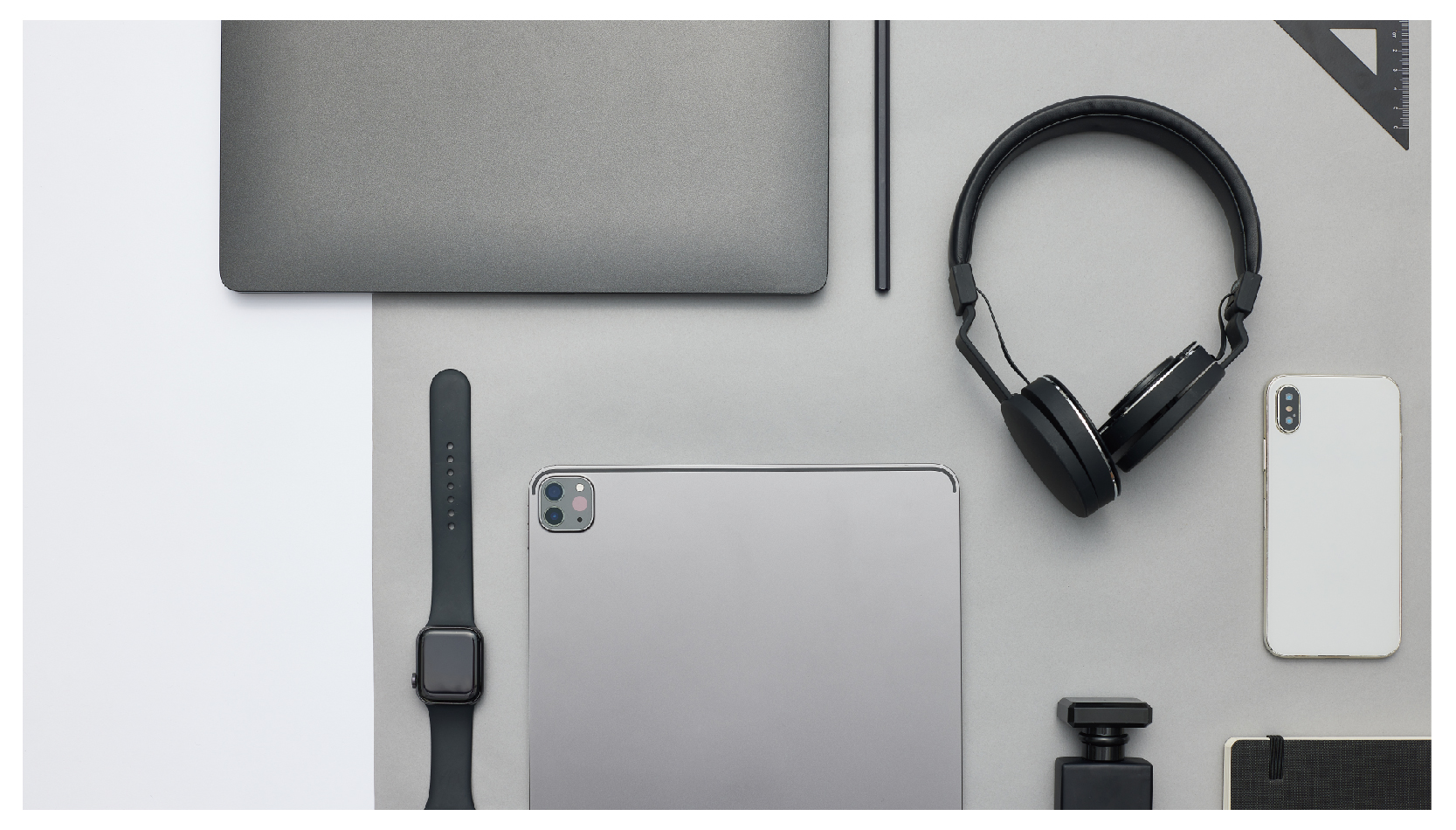
3C电子
激光光束容易传输和控制,光斑能准确对准焊接件,焊接精度高、接口平滑、结实稳固,有利于大幅提升产品整体性能。金橙子振镜焊接系统能够很好地解决功率波形控制的问题,广泛应用于手机、电脑、微电子元件、精密零件、智能终端产品组件等的焊接场景。
 |
 |
 |
 |
 |
|
数码产品(不锈钢点焊) |
数码产品(不锈钢点焊) |
数码产品(不锈钢点焊) |
五金部件(连续焊接) |
不锈钢片点焊到紫铜 |
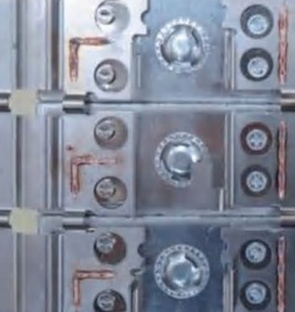
新能源行业
激光以其高效精密、灵活、可靠稳定、焊材损耗小、自动化和安全程度高等特点,在新能源动力电池产线的前、中、后段加工过程中发挥重要作用。金橙子振镜焊接系统具有高效灵活的抖动控制,以及对激光器足够安全控制方式,可应用于极片、汇流排、壳体、防爆阀等的焊接。

 |
 |
 |
 |
 |
|
极耳焊接(铝片点焊) |
铜极柱焊接(紫铜叠焊铝板) |
防爆阀保护片焊接 |
顶盖密封焊 |
汇流排焊接 |
上一个
无
下一个
无

联系我们

全国统一服务热线

微信公众号

抖音企业号

服务支持
北京金橙子科技股份有限公司
地址:北京市顺义区北务镇民泰路13号院22号楼
地址:江苏省苏州市虎丘区科技城漓江路56号3楼
广东金橙子科技有限公司
地址:广东省东莞市寮步镇仁居路1号松湖智谷研发中心A4栋1002室
北京金橙子科技股份有限公司武汉分公司
地址:湖北省武汉市东湖高新区大学园路华工科技园现代服务业基地1号楼B座1101

版权所有 © 2022 北京金橙子科技股份有限公司 京ICP备18045191号-1